Ako zvárať elektrický zváranie stropných švov
Použitie zvarových spojov v zostave kovových konštrukcií je považované za najjednoduchšiu a najspoľahlivejšiu metódu ich inštalácie nielen v priemysle, ale aj v každodennom živote. Je jasné, že na zvládnutie techník elektrického zvárania súkromný obchodník bude musieť nielen dokončiť špeciálny kurz, ale získať aj určité praktické zručnosti.
Pre tých, ktorí prinajmenšom čiastočne vlastnia tieto zváracie techniky, ponúkame úvodný článok o zvláštnostiach vytvorenia stropného švu, ktorého príprava si vyžaduje osobitnú pozornosť a starostlivosť od výkonného umelca. A práve pri zváraní švíku napríklad na strope garáže, spodku auta alebo na inom mieste je pripravený spoj umiestnený priamo nad hlavou zvárača, čo vysvetľuje požiadavku špeciálnej starostlivosti na vykonávanie všetkých pracovných operácií. Výsledkom je, že pred zváraním stropného švu pomocou elektrického zvárania sa odporúča oboznámiť sa s osobitosťami operácií pri jeho vytváraní za určitých podmienok.
Vlastnosti vytvárania švov
Zložitosť prípravy stropných spojov je vysvetlená skutočnosťou, že počas zvárania môže roztavený kov vďaka svojej vlastnej váhe prúdiť nadol a to vytvára určitú hrozbu pre dodávateľa (hlavne pri spaľovaní otvorených častí tela). To je dôvod, prečo skúsení odborníci v takýchto situáciách používajú špeciálne zváracie techniky, ktoré zabezpečujú dodržiavanie bezpečnostných požiadaviek.
Aby ste pochopili všetky jemnosti postupov pri príprave stropných spojov, mali by ste sa najskôr oboznámiť so základnými požiadavkami na techniku práce v tejto triede. Pri procese zvárania musia byť splnené tieto povinné podmienky:
- zváranie sa môže vykonávať iba ručne;
- pre vytvorenie zlúčeniny sa používajú takzvané potiahnuté elektródy;
- zváranie by sa malo vykonávať v režime "krátky oblúk" s použitím elektród najviac 4 mm O;
- pri príprave švov, aby sa zabránilo rozširovaniu kovov, by sa elektróda mala udržiavať mierne odložená;
- šírka švu, ktorá sa pripravuje, by nemala presiahnuť dvojnásobok hrúbky elektródy;
- aby sa zabránilo tvorbe plynov, ktoré znižujú kvalitu spoja, použité elektródy musia byť úplne suché;
- Zváranie by sa malo vykonávať v smere "self", čo vám umožňuje vybrať optimálne tempo postupu a sledovať kvalitu výsledného zvaru;
- aby sa získal pevný a spoľahlivý spoj, okraje povrchov, ktoré sa majú zvárať, alebo obrobky, sa pred začiatkom práce dôkladne vyčistí a na konci práce sa z nich nevyhnutne odstránia zanechané zbytky zvárania.
Pri práci s polotovarmi väčšej hrúbky (asi 1 cm alebo viac) by sa zváranie malo vykonať v niekoľkých priechodoch. Pri prvom prechode sa použije elektróda s priemerom najviac 3 mm; všetky nasledujúce operácie sa vykonávajú pomocou elektródy Ø 4 mm.

Zvlášť by sme radi upriamili pozornosť na skutočnosť, že stropné kĺby nie sú iba horizontálne, ale môžu mať aj určitý sklon, ktorý sa pohybuje od 10 do 80 stupňov (takzvaný polovičný strop). V tomto prípade môže byť manuálne aj automatické zváranie s použitím rovnakých pokrytých elektród použité na vytvorenie šikmého zvaru.
Príprava kĺbov

Pred zapečatením stropných spojov elektrickým zváraním musíte mať aspoň nejakú predstavu o typoch zváraných spojov, ktoré sa líšia spôsobom, akým sú vytvorené. Keďže objem článku nám neumožňuje vyšetriť každý z týchto typov, obmedzíme sa na najjednoduchšie z nich, a to tzv. Tupý kĺb.
Určené spojenie je zvyčajne zvárané v niekoľkých priechodoch, realizovaných v nasledujúcom poradí:
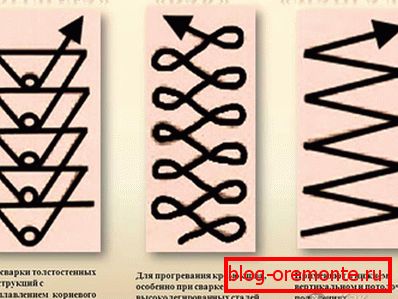
- Najprv sa vytvorí takzvaný koreňový valec alebo koreňový koreň. Pri stropnom zváraní sa vykonáva pomocou O 3 mm elektródy, ktorá sa vedie pozdĺž švu známym spôsobom nazývaným "rebrík". Hodnota prúdu nastaveného na zváracom stroji je zvolená v rozsahu medzi minimálnou a priemernou hodnotou (hovoríme o hodnotách stanovených v technických charakteristikách samotnej jednotky).
- Druhé a tretie prechádzanie sa uskutočňuje pomocou elektród O 4 4 4 mm. Prúd sa volí súčasne s priemerom alebo bližšie k maximu. Aby sa zabránilo vytváraniu "spätného hrdla", zváranie sa vykonáva s oneskorením na okrajoch valca s priechodom pozdĺž okraja obrobku a ďalším prechodom na ďalší okraj spôsobom "rebrík".
- Všetky nasledujúce vrstvy valca sú vytvorené vo forme povrchovej úpravy (bez akýchkoľvek odchýlok od zváracej línie).
- Predná vrstva vytvoreného stropného spoja by mala vyzerat tak, aby šírka neplnenej drážky nepresiahla 0,5 - 2 mm. Ak je to potrebné, môže byť táto vrstva tiež vykonaná v niekoľkých priechodoch.
V prípade všetkých vyššie uvedených požiadaviek môžete získať kvalitné a spoľahlivé spojenie. Podrobnejšie je poradie jej formovania možné študovať na videu pripojenom k materiálom tohto článku.
Bezpečnosť pri zváraní

Požiadavky na bezpečnosť zváracích operácií počas konštrukcie stropného švu sú nasledovné:
- Všetky práce musia byť vykonané v dobre vysušenej miestnosti, ktorej vlhkosť by nemala presiahnuť hodnotu stanovenú v predpisoch.
- Vo voľných priestoroch nie je zváranie počas sneženia alebo búrky povolené.
- Zváracie práce by sa mali vykonávať iba v oblečení určenom na tento účel so špeciálnym ochranným povlakom a maskou.
- Počas práce je potrebné odpojiť nepoužité zariadenie od elektrickej siete.
- Na zváranie by sa mali používať iba dobre izolované vodiče.
video
Toto video zobrazuje proces zvárania stropného švu. Hoci sú komentáre v angličtine, zobrazenie na obrazovke nepotrebuje ďalšie vysvetlenie: