Výroba betónových plôch: črty technologického procesu

Šermiarske panely
Medzi majiteľmi vidieckych domčekov, chát a rodinných domov sú dekoratívne betónové ploty veľmi obľúbené. Dopyt po takýchto výrobkoch je taký veľký, že mnohí začínajú považovať výrobu betónových plôch za jeden z hlavných spôsobov, ako zarobiť peniaze.
V našom článku sa pokúsime popísať najdostupnejší technologický proces výroby plôch z lisovaného cementu a zamerať sa na niekoľko nuancií, od ktorých závisí kvalita hotového výrobku.
Potrebné vybavenie a suroviny
Pri plánovaní organizácie výroby odliatkov na betónové ploty je potrebné venovať pozornosť prítomnosti troch prvkov:
- Výrobná technológia.
- Zariadenie.
- Suroviny na výrobu.
A ak je s ohľadom na technologické informácie postačujúce (vrátane tohto materiálu samotného, rovnako ako videa v tomto článku), potom pre nákup nástrojov a surovín bude vyžadovať vážne investície.
Aké vybavenie na výrobu prefabrikovaných betónových plôch je zahrnuté v minimálnom súbore? Aby sme mohli začať výrobný proces, potrebujeme:
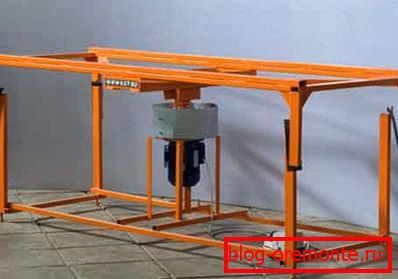
Vibračný stôl - zariadenie na výrobu betónových plôch
- Súbor matricových formulárov. Zahŕňa obe formy pre samotné dosky a formy pre stĺpy. Rôzne výrobné technológie zahŕňajú použitie rôznych typov foriem, pretože podrobnejšie o ich dizajne sa zameriame do príslušnej časti.
- Vibračná obrazovka Určené na čistenie cementu, piesku atď. z nečistôt. Čistič používaných surovín, tým vyššia je mechanická a estetická charakteristika plotu.
- Vibračný stôl - kľúčový detail v celej sade zariadení. Je to spôsobené tým, že vibračným odlievaním odstraňujeme vzduchové bubliny z panelu, čo znamená, že mu poskytujeme potrebnú pevnosť.
- Čo sa týka miešača betónu, experti odporúčajú používanie donucovacích modelov na zlepšenie kvality výrobkov.

Vibračné sito
Aj na usporiadanie procesu výroby cementových plôch budeme potrebovať miestnosť. Optimálna oblasť je okolo 200 m2Pretože na sušenie hotových výrobkov je potrebné veľké množstvo priestoru.
Okamžité strihanie
Použité materiály
Betónové panely používané na stavbu plôch vyrobené metódou vibračnej kazety. V tomto prípade možno použiť dve rôzne technologické schémy: "expozícia" a "okamžité demontáž". Pre neskúseného čitateľa je rozdiel v týchto technologických schémach malý, ale konečný produkt je veľmi odlišný v kvalite a výkonnosti.

Forma na výrobu panelov
«Okamžité strihanie» предполагает литье специально приготовленной смеси в высокопрочные матрицы. При этом для эффективной работы необходимо, чтобы в нашем распоряжении было достаточное количество распалубочных поддонов.
Venujte pozornosť! Požadovaný počet paliet možno vypočítať vynásobením plánovaného denného počtu odlievacích platní dvoma.
Zvyčajne sa na výrobu opláštených dosiek pomocou tejto technológie používajú sklenené matrice s kovovým rámom. Takéto formy na výrobu betónových plôch majú dostatočnú bezpečnosť a vážia viac ako 50 kg.

Príprava roztoku v miešačke na betón
Na výrobu plôch používa táto metóda špeciálnu castovú zmes:
- Betónová značka M300 a vyššia.
- Pomer vody k cementu je 0,35.
- Plnivo - drvený kameň nie viac ako 5 mm.
Ak je plánovaná výroba panelov na oplotenie, je použitie zmäkčovadiel povinné. Môžete tiež použiť plnivá, ktoré urýchľujú proces vytvrdzovania a dodávajú hotovému panelu rôzne odtiene.
Na mazanie foriem je možné použiť také kompozície ako "Lerosin", "Separa" a podobne. Je tiež možné vyrábať remeselné mazivá na báze minerálnych olejov s použitými motorovými olejmi, vykurovacími olejmi alebo motorovou naftou, ale kvalita povrchu dosky je v tomto prípade pomerne nízka.
Postupnosť operácií
Proces výroby plôch na technológii "okamžitého odizolovania" je nasledovný:
- Na vibračnom stole, ktorý je súčasťou prevádzkového režimu, je nastavený formulár. Forma musí byť predčistená a namazaná, aby sa zabránilo lepeniu cementu a vzniku poškodeného povrchu.
- Zmes sa naleje do požadovanej konzistencie. Nadbytočné zmesi sa rozrežú s použitím dlhého pravidla, ktoré je vyrovnané so stranami formulára.
- Na povrchu plniaceho výstužného zosilňujúceho pletiva tyčí, po ktorom je pod vplyvom vibrácií zatlačený hlboko do dosky. Treba dbať na umiestnenie armatúry čo najbližšie k stredu dielca.
- Keď je zhutňovanie ukončené (to je indikované absenciou bublín na plniacom povrchu), stôl.
- Dvaja pracovníci zdvihnite formulár a rozložte hotovú časť plotu na odkvapkávacej priehradke.
- Forma je vyčistená z reziduálneho betónu, premytie a mazanie na nasledujúcu výplň.

Sušenie výrobkov
Vytváranie konkrétneho plotu s vlastnými rukami strihaním na palete znamená získanie pomerne lacného materiálu, ktorý však nemá vysoké estetické vlastnosti.
Ak ste viac ohromení výrobou betónových plôch s vysokou technológiou, potom stojí za zváženie technológie odlievania expozície.
Odlievanie expozície
Technologické rozdiely
Vo všeobecnosti platí, že technológia okamžitého strihania a odlievania je podobná, ale ak máte v pláne urobiť betónové ploty vlastnými rukami, mali by ste starostlivo preskúmať všetky rozdiely v vykonávaných operáciách.
A hlavným z týchto rozdielov je skutočnosť, že silový stavebný proces prebieha priamo vo forme samotnej. Predná plocha dosky je vytvorená v mieste styku materiálu s protiľahlým povrchom matrice, čo znamená, že na výrobu betónových plôch na výrobu expozície by sa mali používať iba kvalitné formy.

PVC matrix
Zvyčajne sa dnes na tento účel používajú odliatky z PVC alebo ABS:
- Formy polyvinylchloridu (PVC) sú vyrobené z materiálu s hrúbkou 0,75 - 1,2 mm. Hladký vnútorný povrch umožňuje vyrábať dekoratívne dosky na ploty, ako aj stĺpy, podstavce, pamiatky atď. Pevnosť foriem PVC je dostatočná na prácu s betónovou zmesou a odolnosť voči opotrebovaniu je okolo 50 cyklov.

Dekoratívna matica
Venujte pozornosť! Palety pre prácu s odliatkami z PVC by mali byť vyrobené s najpresnejším dodržiavaním rozmerov, s vylúčením najmenšej deformácie dosky. To je spôsobené tým, že tenké steny polyvinylchloridu prakticky nemajú nosnú kapacitu.
- ABS plast (akrylonitrit - butadién - styrén) prevyšuje PVC predovšetkým v trvanlivosti. Akrylonitritové matrice dokážu vydržať až 200 cyklov odlievania a odlievacieho procesu, takže ak plánujete robiť betónové ploty svojimi vlastnými rukami v priemyselnom meradle, potom by ste si mali vybrať ABS.
- Hrúbka aplikovaných polymérových plechov je v tomto prípade 2,2 mm. To umožňuje použitie menej trvanlivých (a teda ľahších) paliet. V rovnakej dobe, cena ABS nie je oveľa vyššia ako náklady na formulár z PVC, preto, ak je to možné, mali by ste si vybrať tento materiál.

ABS casting matice
Tip! Formy z akrylonitritového plechu sa vyrábajú spôsobom uhlového lepenia, a preto v procese čistenia a mazania stojí za pozornosť stav lepených švov. Vzhľad prasklín alebo trhlín v rohoch je prvým znakom toho, že matrica čoskoro zlyhá.
Proces odlievania expozície
Vytváranie konkrétneho plotu vlastnými rukami podľa spôsobu expozície je tiež veľmi jednoduché. Pokyny popisujúce postupnosť našich činností sú uvedené nižšie:
- Vyrábame paletové nosidlá zo silnej drevenej tyče s úsekom do 60 mm. Konštrukcia nosítka by mala počas vysypávania a demontáže vylúčiť posun formy.
- Pre panely zložitého tvaru s dekoratívnymi prvkami pri výrobe palety je možné použiť penu, polyuretánovú penu atď. Tieto materiály sú navrhnuté tak, aby podporovali spodnú časť matrice a chránili časti pred posunom a stlačením.

Rozdelenie roztoku do matrice
- Matrica je umiestnená v drevenej palete, mazaná a podávaná na vibračnom stole. Na ošetrenie vnútorného povrchu odborníci odporúčajú používať stripovú zmes K-222, pretože vzhľadom na svoje vlastnosti takmer úplne eliminuje kontakt plastov a odlievacej zmesi.
- V mazanej forme slúži odlievaná zmes, po ktorej - podľa pravidla ju zarovnáme pozdĺž okraja.
- Výplň vyplníme do výplne, potom vykonáme vibračné zhutňovanie, kým sa nezastavia bubliny na povrchu.
- Nosič s liatím odstráňte z vibračného stola a dopravte ho na miesto sušenia. Od okamihu dokončenia zhutňovania po odstránenie by malo trvať najmenej jeden deň. Zároveň je castingová zmes stále umiestnená vo vnútri formy a oplotenie získa požadovanú konfiguráciu.

Foto hotového výrobku
S prísnym dodržiavaním technologického postupu sa nám podarí dosiahnuť plochý a hladký profil pre betónový plot, ktorého plocha je veľmi atraktívna aj bez ďalšieho spracovania. Úvod do zloženia lejacej zmesi dekoračného plniva alebo pigmentu vám umožní vytvoriť imitácie žuly a mramoru vlastnými rukami.
Vytváranie konkrétneho plotu s vlastnými rukami je náročná a pomerne nákladná úloha. Súčasne, ak dôkladne dodržiavate pokyny, kvalita hotového výrobku by mala byť najlepšia. To znamená, že kvôli vysokému dopytu bude vaša investícia pomerne rýchlo splatiť.